�� ��
������
��15.50
10 - 99
��15.20
100 - 999
��14.50
�۸�Ϊ�̼��ṩ�IJο��ۣ���ͨ��"��ȡ��ͱ���"
������������������λ~
��1000
| ��Ʒ���ԣ�������� | �Ƿ���ڣ��� | ���أ����� |
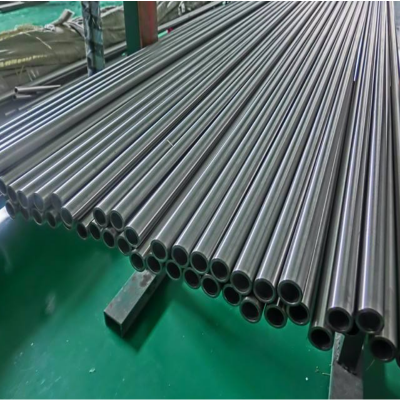
| ����/���ң��㽭���� | ���ʣ�310S | ��;��Χ�������á� ̫���ܡ� ������Ʒ�� ���õ����� ���ܵ��ӡ� ��װ�䡢 ��е���졢 ���ݡ� ������ߡ� �����ͨ�� ѹ�������� ����װ�Ρ� �˵硢 �������ߡ� �����豸�� ���õ����� ʳ�û�е�� �ṹ�ƹ� |
| �ֿ����ڳ��У����� | �ֿ⣺�ʺ��������� | �����ȼ���Э��Ʒ(�������������飩 |
| �ӹ������ӹ��� ������Ʒ�� ��ӹ�����ѹ������ȣ��� �ּӹ�����ƽ�������ȣ��� �����ӹ����� | ���ͷ����ṩ���� | �����������ͣ��ڻ� |
| ���12*0.8 | ������״��Բ�� | ���ţ�ydxls |
| �ܶ���״����˿�� | ��˿�����ͣ���ͨ��˿�� | �Ƿ�ɶ��ƣ��� |
| �Ƿ�ɼӹ����� | �ӹ����գ���Ĥ�� ���졢 ��ƽ�� ���졢 ���ӡ� ��ס� ��ѹ�� �����и ��ѹ�� ���洦���� ������ ���� | �ֿ��ַ����ͨ�ֲij� |
| �ֿ�绰��18363509995 | ��Ʒ�������������� �� ��˿ | ���棺*** |
| Ʒ�ƣ��ζ��� |

�ҹ�Ҳ�����ƿ������˲���ִ��˿����ҩƤ��˿����TGF308��TGF308L��TGF309��TGF316L��TGF347�ȣ�����Ӧ����ʵ��ʩ���У�ȡ�������õ�Ч��������ʯ�����ܸ�����Ŀ���Ǿͳɹ��������˴˷����� ����ִ��˿+TIG���յı��������DZ��溸�����ú�˿�ۻ���������������Ͻ�Ԫ�ص�ұ��Ӧ�����б��������溸��������������ͺϽ�Ԫ�ؽ��б����� ���ô��ֹ��գ�Ӧע�����²���Ҫ�㣺���ӹ����У����ѡ���˿������֮�䱣����ȷ�ļнǣ�����ĺ�����������Ϊ70�㡪80�㣬��˿�뺸������н�Ϊ15�㡪20�㣻��ȷ�����۳��¶ȣ�ͨ���ı亸���뺸���ļнǡ��ı亸���ٶȵ����ı��۳��¶ȣ��Ӷ�***����������ۣ���խһ�¡��������ڰ�������ȱ�ݣ��� ����ʱ������Ӧ�Ⱥ�ʵо��˿ʱ�Դ���Ӧ�����ڶ�����ʹ��ˮ���ۻ���ҩƤ���ٷ��룬���ڹ۲��۳غͿ����Ƿ�����亸˿ʱ���͵��۳ص�1/2������������ѹһ�£��Դ��ַ���***������������ֹ�����ڰ��� ���ӹ����У���˿Ӧ�й�������롢ȡ������***��˿ʼ�մ�������ı����£����⺸˿�˲���������Ӱ�캸��������ע�����ջ����ĺ�����������Ӧ���㺸����ĥ��45�㻺�£��ջ�ʱӦע��������ӡ�����ȱ�ݡ� ����ҩƤ��˿����������ڲ�����ͨ�������������������㡢��ݣ����и�Ч���ͳɱ����ص㣬ͬʱҲ�ܺܺõ�***��������������ʯ�����ܸ�����Ŀ�����Dz��ô˷�������ͷ�ڡ����ڹ�28��������һ���Ӻϸ��ʣ���ֵ�������ƹ�ʹ�á���
�ҹ�Ҳ�����ƿ������˲���ִ��˿����ҩƤ��˿����TGF308��TGF308L��TGF309��TGF316L��TGF347�ȣ�����Ӧ����ʵ��ʩ���У�ȡ�������õ�Ч��������ʯ�����ܸ�����Ŀ���Ǿͳɹ��������˴˷����� ����ִ��˿+TIG���յı��������DZ��溸�����ú�˿�ۻ���������������Ͻ�Ԫ�ص�ұ��Ӧ�����б��������溸��������������ͺϽ�Ԫ�ؽ��б����� ���ô��ֹ��գ�Ӧע�����²���Ҫ�㣺���ӹ����У����ѡ���˿������֮�䱣����ȷ�ļнǣ�����ĺ�����������Ϊ70�㡪80�㣬��˿�뺸������н�Ϊ15�㡪20�㣻��ȷ�����۳��¶ȣ�ͨ���ı亸���뺸���ļнǡ��ı亸���ٶȵ����ı��۳��¶ȣ��Ӷ�***����������ۣ���խһ�¡��������ڰ�������ȱ�ݣ��� ����ʱ������Ӧ�Ⱥ�ʵо��˿ʱ�Դ���Ӧ�����ڶ�����ʹ��ˮ���ۻ���ҩƤ���ٷ��룬���ڹ۲��۳غͿ����Ƿ�����亸˿ʱ���͵��۳ص�1/2������������ѹһ�£��Դ��ַ���***������������ֹ�����ڰ��� ���ӹ����У���˿Ӧ�й�������롢ȡ������***��˿ʼ�մ�������ı����£����⺸˿�˲���������Ӱ�캸��������ע�����ջ����ĺ�����������Ӧ���㺸����ĥ��45�㻺�£��ջ�ʱӦע��������ӡ�����ȱ�ݡ� ����ҩƤ��˿����������ڲ�����ͨ�������������������㡢��ݣ����и�Ч���ͳɱ����ص㣬ͬʱҲ�ܺܺõ�***��������������ʯ�����ܸ�����Ŀ�����Dz��ô˷�������ͷ�ڡ����ڹ�28��������һ���Ӻϸ��ʣ���ֵ�������ƹ�ʹ�á���
1����п�ܵ�һ������������ѭ����ˮ���������ˮ��2��Ϳ�ֹܸܣ�����Ϳ�ܹܡ�Ϳ�ܸ��ϸֹܣ����Ըֹ�Ϊ���壬ͨ���硢���������������ڸֹܣ��ܣ��ڱ����۽�һ�����Ϸ����������������۽����Ϸ�����ĸ��ܸ��ϸֹܡ� Ϳ�ֹܸܾ�����������ʴ�ԺͱȽ�С��Ħ��������������֬Ϳ�ֹܸ������ڸ���ˮ����ˮ����ˮ���͡�����Ƚ��ʵ����ͣ�������ϩͿ�ֹܸ���������ˮ����ˮ���͡�����Ƚ��ʵ����͡�3������ָֹ���һ���пյij���Բ�θֲģ���Ҫ�㷺����ʯ�͡�������ҽ�ơ�ʳƷ���Ṥ����е�DZ��ȹ�ҵ���ܵ��Լ���е�ṹ�����ȡ����⣬�����䡢��Ťǿ����ͬʱ���������ᣬ����Ҳ�㷺���������е������̽ṹ��Ҳ�������������ֳ���������ǹ�ܡ��ڵ��ȡ�4��������(Cast Iron Pipe)���������������͵Ĺ��ӡ����������ڸ�ˮ����ˮ��ú�������ߣ�����������ֱ�ܼܺ����Ͷ�ǿ��С�������췽����ͬ����Ϊ���������ܺ����������ܣ����������������ַ�Ϊɰ�ͺͽ��������֡������ʲ�ͬ��Ϊ�ҿ������ܺ���ī�����ܡ����ӿ���ʽ��ͬ��Ϊ���Խӿڡ������ӿڡ���êʽ�ӿڡ����Խӿڵȡ����У���������������Ȧ�ܷ⣻�����ӿ��������÷����̶����ڵ�������Ƭ�ܷ⣻���Խӿ�һ�������ܳпڽϴ�ֱ�ܲ������ˮ���ܷ⣬�˹������ѻ�����̭ ����
304��һ�ְ������Ͳ���֣���Ӳ�Ȳ��Ǻܸߣ������Ժܺã�һ�㴫ͳ���������������ٶ���***�������������ӹ�Ч���ձ�ϵ͡��������ø��ٳ�������ֵ�ʵ�飬��������Ҫ�������ص����м���γɹ��̣�Ϊ�Ż����ٳ������ղ������ο��� ���ò���ְ�������֯�����������͡��������͡�������3���͡��������͡��������Ͳ����Ӳ�Ȳ��ߣ��ۺϻ�е���ܽӽ���̼ͨ�֣������ӹ��ѶȲ���304�������Ҫ�ɷ��ǣ���̼��С��0.15%����������17%��19%����������8%-10%֮�䡣���ں�̼���ܵͣ�304Ӳ�Ȳ��ߣ����Լ��ã�����Ҫ�������Ƶķ�����������֯���Ϊ��������֯�������ӹ��ԱȽϲ�ճ��ӹ�Ч���ձ�Ƚϵ͡���ͳ�����ӹ�304��Ϊ***����ͨ���ѻ�������ת����ƵıȽϵͣ�һ������400r/min�����ڻ���ת�ٱȽϵͣ�������Ч����Ȼ�Ƚϵͣ�Ϊ���304�ļӹ�Ч�ʣ��б�Ҫ���һ��ת�������µĹ��ղ�����Ϊ�����Ż����ղ������ο������������ֲᡷ����˱���ʵ�顣����ʵ���ȡ�����ӹ���ĵ��ͼӹ����������������θ��ٳ�����ʵ�������趨Ϊ����������Ϊ��40mm��100mm��304���ϣ����߲���Ϊ���ٹ��߸֣�����ǰ�Ǧ�=12�ȣ���Ǧ�=8�ȣ���ƫ��Kr=45�ȣ���ƫ��Kr��=5�ȣ�����Բ���뾶R=0.2mm������Ǧ�s=-5�ȡ�����ת��n=1800r/min������ͨ��������ֵ�4���������Ե���ap��������ȣ�=0.6mm��������f=0.12mm/r������5%Ũ�ȵ��黯Һ����ȴҺ���Ա�ʵ������Ϊ��ת����ͨ��������ת��n=320r/min������������ͬ����